对于朝阳《北票》(当地)钢花管【多图】产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:北票朝阳《北票》(当地)钢花管【多图】的图文介绍
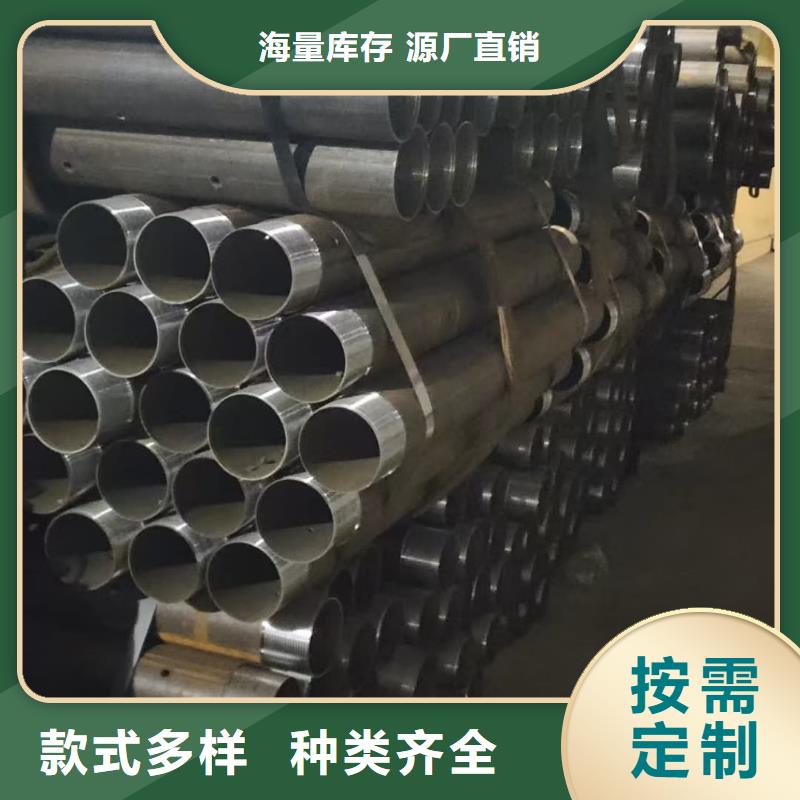
三、北票同城制作方法
注浆管的制作方法主要包括以下几种:
机械卷制成型法:利用精密的机械装置,将原材料通过卷曲、北票同城焊接等工序,精确地制成注浆管。这种方法生产效率高,制成的注浆管尺寸精确,管壁均匀,能够承受较大的注浆压力。
手工焊接成型法:依赖于工匠的精湛技艺,通过手工焊接的方式,将一片片原材料精心拼接成注浆管。这种方法虽然生产效率相对较低,但制成的注浆管在细节处理上更为精细,能够满足一些特殊地质条件下的注浆需求。
模具压制成型法:采用特制的模具,将原材料在高温高压下压制成型。这种方法制成的注浆管尺寸精确,表面光滑,减少了注浆时的阻力。同时,由于生产过程高度自动化,因此生产效率极高,能够满足大规模注浆工程的需求。

钢花管【多图】")
钢花管【多图】")
严禁在非焊接区域引弧,地线位置适当、北票附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须清除干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、北票当地气孔、北票当地咬边、北票附近飞溅、北票裂纹、北票本地未熔合、北票附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。
钢花管【多图】")
钢花管【多图】")
钢花管【多图】")
建厂以来,天恒源钢铁有限公司十分重视人才培养与科技进步,先后与六家大专院校和科研机构建立了长期技术合作关系,旨在不断提高 小口径无缝钢管、产品科技含量,增强企业发展后劲。我们十分重视 小口径无缝钢管、产品的升级换代和新产品开发。面对激烈的市场竞争,企业始终坚持“质量保证、用户至上”的宗旨,确保以高质量的 小口径无缝钢管、产品、周到的服务、及时的交货、合理的价格赢得用户的信赖。
钢花管【多图】")
钢花管【多图】")
传统的施工缝防水通过预埋止水带来进行,从工程的实际防水效果来看,预埋式钢板止水带受安装工艺等的限制,在止水效果方面总是难以达到满意的止水效果,并且在隧道的运营过程中,一旦发生混凝土施工缝防水失效,再进行治理则从施工组织及经济消耗方面来看都是非常困难的,这里介绍一种通过在施工缝预埋注浆,在衬砌混凝土施工完成后,根据施工缝的漏水情况进行局部或全面的注浆,来实现施工缝防水效果。
可维护注浆管主要是利用其单向止浆阀,在施工缝另一侧的混凝土浇注过程中,单向止浆阀保证混凝土在浇注过程中的水泥浆液不进入注浆管路中,在注浆过程中,在不大(约0.1~0.2Mpa)的注浆压力可以使注浆阀打开,使注浆浆液进入到施工缝的缝隙中去。单向止浆阀的打开压力不能过大,防止过大的压力对混凝土结构产生破坏作用。
钢花管【多图】")
钢花管【多图】")
钢花管【多图】")






 扫一扫
扫一扫